黔东南秸秆生物质锅炉技术原理 中正锅炉全力以赴打造高端服务标杆型锅炉制造企业
2020-08-19 08:30:00
近年来,中正锅炉进行大规模的焊接工艺革命,淘汰了效率低下,稳定性差的传统手工焊作业,采用高效率,稳定性好的机械焊、自动焊进行生产。充实更新了大量的进口自动焊接设备,实现从锅筒、膜式壁、蛇形管到钢架等所有主要部件焊接的自动化。同时在焊接过程中,大量使用了焊接变位器,使焊接位置始终处于最佳的平焊位置,并通过严格控制焊前清理和坡口尺寸,使焊缝质量具有了可靠的保障。
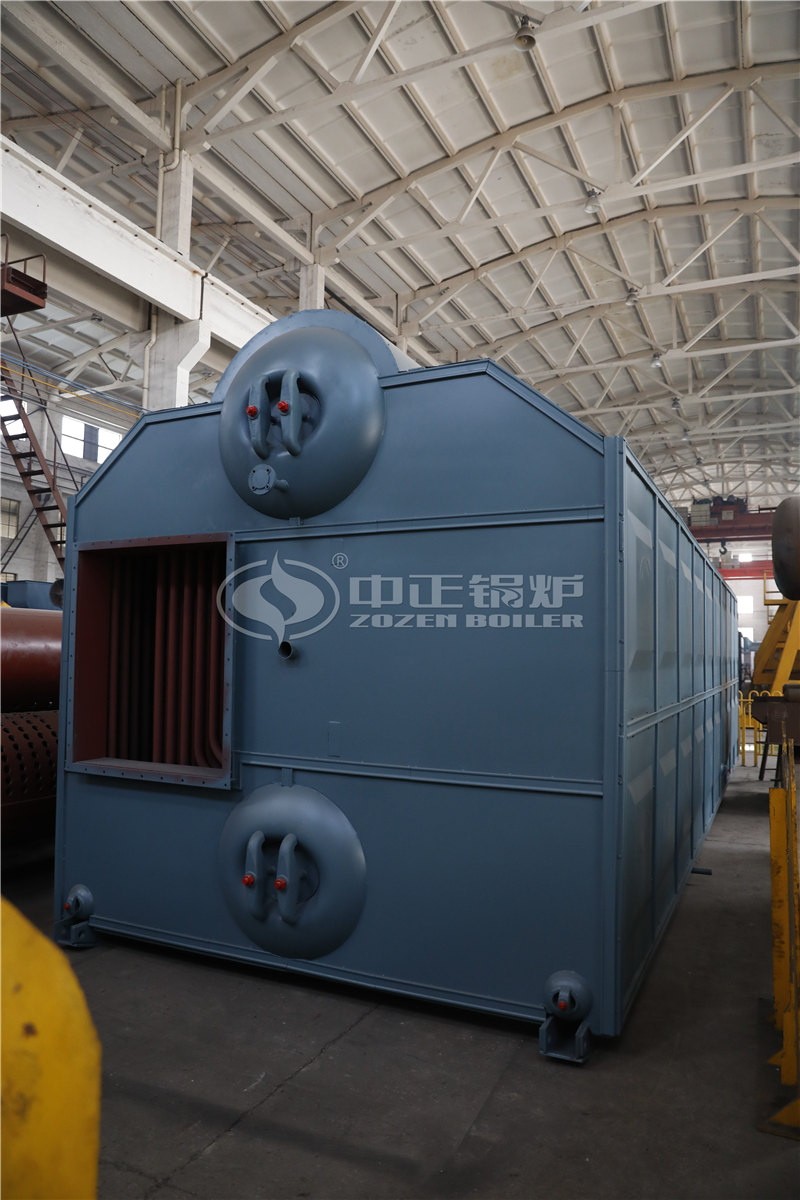
中正SZL系列生物质热水锅炉是一种采用快装或组装、由双锅炉组成的链条炉排水管锅炉。小于2.8-4.2MW吨时为快装结构;4.2-29MW吨为组装结构,由上下二部分组成,上部为本体受热面,下部为燃烧设备。锅炉本体的前部为四周布置的水冷壁,上部与锅筒连接,下部与集箱连接,组成燃烧室,以吸收炉膛辐射热,其后部在上下锅筒之间布置密集的对流管束,燃烧后的高温烟气横向冲刷对流受热面后,引至单独布置的省煤器,最后进入除尘器经烟囱排出。
施工方案第一部分锅炉一、施工顺序零部件清点检查→锅炉基础复验检查划线→零部件放样校正→钢架安装→受热面安装→本体管路安装→空气预热器→水压试验→炉墙砌筑→本体保温→烘炉煮炉→调试试运。主要施工方法及技术措施设备零件检查验收按安装设备发货明细表及发货清单进行清点验收发现缺件及损坏件通知甲方处理。锅筒检查应该符合JB1609—83“锅筒制造技术条件”。锅筒全长内弯曲≤5mm且每米内≤0.5mm外观焊缝质量合格。锅筒椭圆度≤4mm。锅筒的内径偏差Dn±3mm按锅筒图核对孔位尺寸并检查表面和短管焊接处有无裂纹和撞伤分层等缺陷。按锅筒图根据管孔中心线描划锅筒中心线。将胀管管孔周围20mm清理干净并将上下锅筒对应孔编号。检查胀孔质量将数据逐一记录管孔尺寸应符合图纸要求在53+0.4和65+0.4范围内椭圆度<0.3mm不锥度<0.3mm管孔表面不应有凹痕边缘毛刺和纵向沟纹环形沟纹的程序不应>0.5mm宽度<1mm沟纹至管孔边缘应<4mm。锅筒长度编差允许值+10mm/–5mm集箱按JB1610—83集箱制造条件检查按图纸核对各部尺寸并划出中心线,黔东南秸秆生物质锅炉技术原理。
项目部定期召开安全专业会议分析安全形势坚持六检查和周一教育制度加强雨季安检工作。对新工人入厂要进行三级教育教育内容主要从工程概况工作环境、事故案例、安全意识、安全纪律和各种规章、制度入手。特殊作业人员必须持证上岗。每个进场职工必须遵守《建筑安装工人安全技术操作规程》及《电业安全工作规程》等有关规定。坚持班前安全交底制度现场各班组交叉配合作业时安全员要召集各组长交代安全注意事故。坚持每周一次工地全体职工大会在下达任务的同时要总结上周的安全情况标出不安全因素布置下步工作的安全措施。
黔东南秸秆生物质锅炉技术原理,锅炉启动前的检查锅炉本体的检查燃烧室、旋风分离器、返料器、烟风道内无人工作无工具及其它杂物风帽无损坏小孔无堵塞流化床风室、点火燃烧器内浇筑料完整、无杂物各受热面无积灰排渣门开关灵活并能关闭严密渣管畅通无阻塞给煤机及二次风喷嘴无结焦、堵塞。看火门、人孔门完整无缺检查后各门严密关闭各种测量和控制仪表附件完整指针指示在零并处在工作状态测温热电偶安装就位,校正准确。水冷壁、过热器、省煤器等承压部件经试压合格。各部平台、楼梯、栏杆完好牢固通道无障碍物和积灰检修用的脚手架已拆除各部照明充足。各部控制门、风门、挡板开关灵活指示位置与实际相符。各部膨胀指示器安装齐全指针调整零位。盘面清洁DCS各种指示与实际相符。所有检修工作票注销。安全门正常投入检查排汽管连接牢固。

过热器管损坏过热器管损坏的现象蒸汽流量不正常的小于给水流量严重时锅炉汽压下降。炉膛负压不正常地减小或变正压由不严密处向外喷汽和冒烟过热器后的烟汽温度降低或两过热器管损坏的原因化学监督不严汽包内汽水分离器结构不良或存在缺陷致使蒸汽品质不好在过热器内结垢检修时又未彻底清除引起管壁温度升高。燃烧不正常致使过热器处的烟温超高。由于运行工况或煤种改变引起蒸汽温度升高而未及时调整处理。在点火升压过程中过热器通汽量不足而引起过热。过热器结构布置不合理受热面过大蒸汽分布不均匀蒸汽流速过低引起管壁温度过高。
黔东南秸秆生物质锅炉技术原理,中正锅炉总经理张国平先生表示30年来,中正锅炉始终坚持以品质为镜,以服务为名,以口碑为证。此次“质量万里行”活动对于中正锅炉来说意义重大,是升级产品质量,提高用户满意度的契机。通过此次活动,可以把中正锅炉的匠心精神与诚挚服务传递给每一个用户。立足品牌,深挖服务,走到前端!此次中正锅炉参与活动的核心成员已经全部整装待发,即将踏上中正锅炉2019年“质量万里行”的第一站!
